
Obtenha uma cotação

+86-18862679789


admin@evertopest.com

o desempenho da extrusão difere com diferentes direções de rotação?
No processamento de mistura de materiais, o desempenho da extrusora de rosca dupla determina diretamente o efeito de mistura de materiais, a eficiência da produção e a qualidade do produto final. De acordo com a direção de rotação do parafuso, as extrusoras de parafuso duplo são divididas em extrusoras de parafuso duplo co-rotativas e extrusoras de parafuso duplo contra-rotativas, e a principal diferença entre as duas está na direção de rotação do parafuso. O que parece ser apenas uma diferença na direção de rotação resulta em distinções significativas entre os dois nas características de processamento, capacidade de mistura e compatibilidade do produto.
A principal diferença entre o parafuso duplo co-rotativo e o parafuso duplo contra-rotativo está no processo de interação dos parafusos:
• Quando as duas roscas de um parafuso duplo co-rotativo empurram o material, o seu impulso é sobreposto;
• Quando as duas linhas de rosca de um parafuso duplo em contra-rotação empurram o material, seus impulsos se cancelam.
Isso determina o princípio básico de funcionamento e as características de desempenho dos parafusos duplos co-rotativos e contra-rotativos.
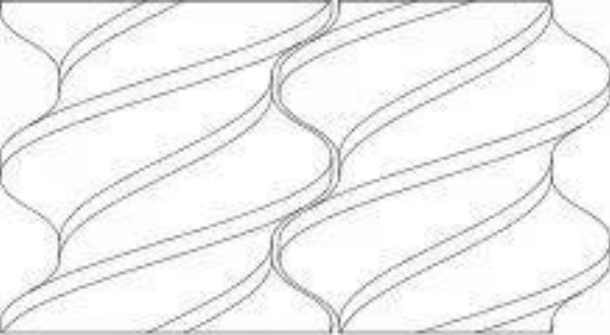
Figura 4 Ajuste do parafuso duplo co-rotativo
O modo de acoplamento do parafuso duplo co-rotativo é mostrado na Figura 4. Os dois parafusos do parafuso duplo co-rotativo giram na mesma direção e as roscas dos parafusos são ambas destras. A determinação da direção de transporte do material é a mesma do parafuso único.
O modo de acoplamento do parafuso duplo contra-rotativo é mostrado na Figura 5. Os dois parafusos do parafuso duplo contra-rotativo giram em direções opostas e as roscas dos dois parafusos giram em direções opostas. Os dois parafusos giram para fora. Ou seja, ao longo da direção de extrusão, o lado direito é o parafuso esquerdo, que gira no sentido horário, e o lado esquerdo é o parafuso direito, que gira no sentido anti-horário.
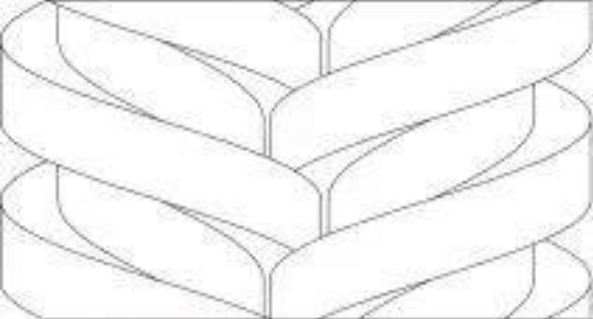
Figura 5 Ajuste de parafuso duplo contra-rotativo
Análise dos resultados do experimento de simulação
Campo físico
1
Campo de pressão
Como pode ser visto no mapa de nuvens de pressão (Figura 6) e na curva de variação de pressão (Figura 7):
No processo de extrusão de parafuso duplo co-rotativo, a pressão no canal de fluxo flutua. Referindo-se à estrutura após o ajuste do parafuso duplo co-rotativo (Figura 4), verifica-se que a flutuação da pressão flutua para cima e para baixo com a posição da crista do parafuso. Isso ocorre porque a crista do parafuso é uma parte saliente alta da superfície do parafuso, e o material extrudado é submetido a forças de extrusão e cisalhamento mais fortes ao passar através da crista do parafuso, de modo que a pressão é frequentemente relativamente alta na posição da crista do parafuso.
Na extrusão de parafuso duplo contra-rotativa, a pressão no corredor primeiro aumenta e depois diminui ao longo da direção de extrusão, e a alta pressão local ocorre na posição intermediária. Referindo-se à estrutura do ajuste de parafuso duplo contra-rotativo (Figura 5), verifica-se que a alta pressão local ocorre no ponto de engrenamento ao longo do meio da direção de extrusão. Isso ocorre porque os dois parafusos giram em direções opostas e o fluxo de material é irregular ou bloqueado durante o processo de extrusão, que se acumula na posição intermediária e forma a alta pressão local no canal.
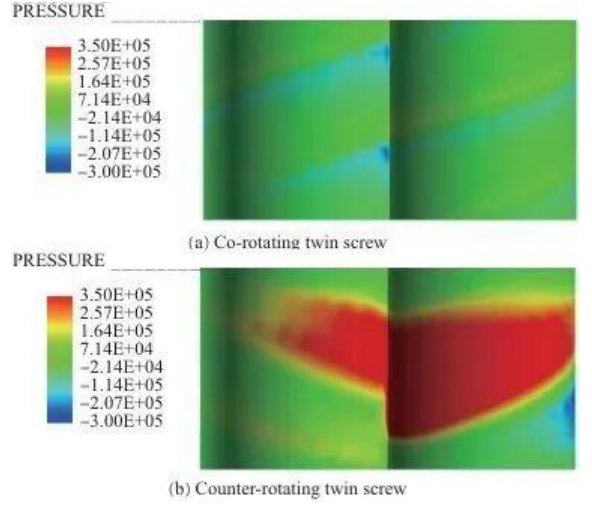
Figura 6 Diagrama de nuvem de pressão no canal durante o processo de extrusão
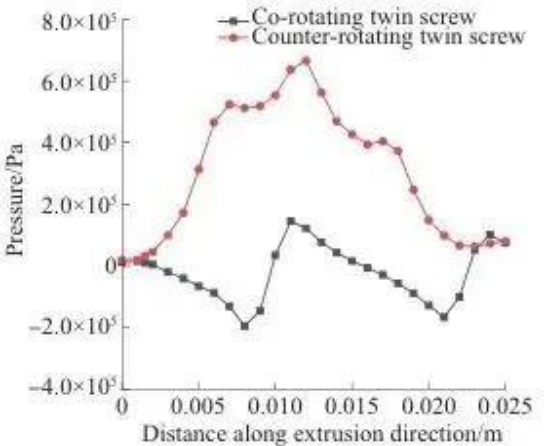
Figura 7 Curva de variação de pressão
2
Campo de taxa de cisalhamento
Como pode ser visto na nuvem de taxa de cisalhamento (Figura 8) e na curva de variação da taxa de cisalhamento (Figura 9):
Tanto na extrusão de parafuso duplo co-rotativa quanto na extrusão de parafuso duplo contra-rotativa, a taxa de cisalhamento é maior na crista do parafuso e menor na ranhura do parafuso. A razão para este fenômeno é que o material flui mais rápido nas fendas estreitas, e a folga entre as cristas do parafuso e a parede interna do cilindro é menor, então a taxa de cisalhamento é maior, enquanto a folga entre as ranhuras do parafuso e a parede interna do cilindro é maior, então a taxa de cisalhamento é menor.
A alta taxa de cisalhamento local no parafuso duplo contra-rotativo é causada por vazamento.
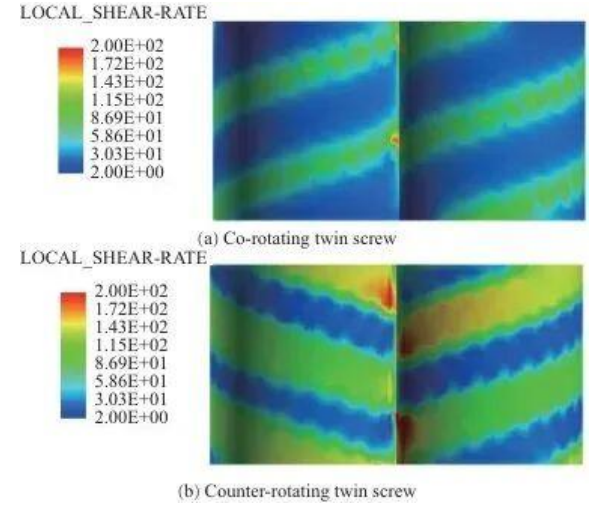
Figura 8 Nuvem de taxa de cisalhamento durante a extrusão

Figura 9 Curva de variação da taxa de cisalhamento
A mistura é dividida principalmente em mistura distributiva e dispersiva.
A mistura distribuída é usada para descrever o processo de distribuição do material, no qual o material é constantemente reorganizado e direcionado sob o impulso do rotor helicoidal;
A mistura dispersiva é usada para descrever o processo no qual o tamanho do material muda à medida que as partículas do material são constantemente esticadas e cisalhadas. O método de partícula traçadora foi usado para realizar estatísticas matemáticas sobre parâmetros de trajetória, como tempo de residência, índice de distribuição, escala de separação e distribuição máxima de tensão de cisalhamento para analisar as diferenças no desempenho de mistura entre parafuso duplo co-rotativo e parafuso duplo contra-rotativo.
Desempenho de mistura axial
A distribuição do tempo de residência é um indicador importante para medir o desempenho de mistura axial de elementos de parafuso. Ele descreve a distribuição do tempo de residência de materiais em extrusoras de rosca dupla em duas formas: função de distribuição de tempo de residência cumulativa e função de distribuição de tempo de residência, que são expressas respectivamente pela função de probabilidade e função de densidade de probabilidade.
1 Distribuição cumulativa do tempo de permanência
A curva de distribuição do tempo de permanência cumulativo (Figura 10) descreve a distribuição de probabilidade cumulativa do tempo de permanência do fluido ou material na extrusora.
Conforme mostrado na Figura 10, no parafuso duplo co-rotativo, o tempo em que as partículas traçadoras saem pela primeira vez do corredor é de 1,00 s, o tempo em que elas saem completamente do corredor é de 54,82 s e a largura da distribuição do tempo de permanência é de 53,82 s.
No parafuso duplo contra-rotativo, o tempo para as partículas traçadoras fluírem primeiro para fora do canal é de 1,48 segundos, o tempo para elas fluírem completamente para fora do canal é de 59,80 segundos e a largura da distribuição do tempo de residência é de 58,32 segundos.
A curva de distribuição do tempo de permanência cumulativo do parafuso duplo co-rotativo está acima do tempo de permanência cumulativo do parafuso duplo co-rotativo, e uma curva mais alta indica que mais partículas estão fluindo para fora do canal em um determinado momento.
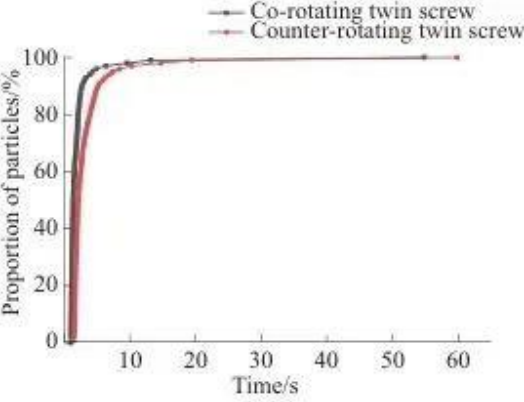
Figura 10 Distribuição do tempo de permanência cumulativo
2 Distribuição do tempo de permanência
A curva de distribuição de densidade de probabilidade do tempo de residência descreve a distribuição de probabilidade do tempo de residência do material na extrusora durante diferentes períodos de tempo. Uma densidade de probabilidade mais elevada significa uma maior probabilidade de residência do material durante esse período, enquanto uma densidade de probabilidade mais baixa indica um tempo de residência relativamente mais curto. A partir da função densidade de probabilidade da distribuição do tempo de residência (Figura 11), sabe-se que:
No parafuso duplo co-rotativo, a maioria das partículas está concentrada em 1,00 a 1,99 segundos, e no parafuso duplo contra-rotativo, a maioria das partículas está concentrada em 1,48 a 2,97 segundos. A curva correspondente do parafuso duplo co-rotativo está mais à esquerda e o pico é mais alto, indicando que a capacidade de transporte do parafuso duplo co-rotativo é mais forte. A razão para este fenômeno pode ser que durante o processo de extrusão de parafuso duplo co-rotativo, o material é transportado à força ao longo de um caminho em forma de "∞" pelo parafuso.
Na extrusão de parafuso duplo contra-rotativa, o material se move em forma de “C” e se mistura e reage repetidamente na câmara em forma de C, resultando em um tempo de permanência prolongado.
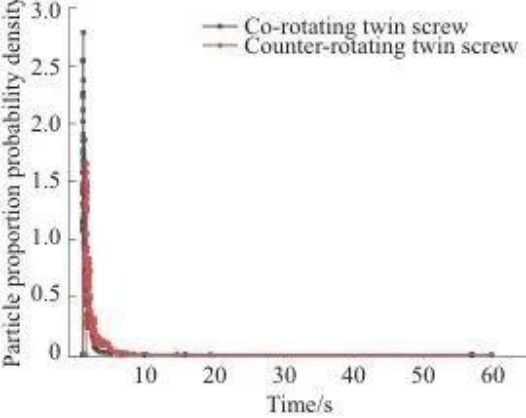
Figura 11 Distribuição do tempo de permanência
Desempenho de mixagem distribuída
1 Índice de distribuição
Os índices de distribuição descrevem as propriedades reológicas e o comportamento do fluxo dos materiais extrudados. Pode-se observar na curva do índice de distribuição (Figura 12) que a uniformidade de distribuição do parafuso duplo contra-rotativo é melhor do que a do parafuso duplo co-rotativo.
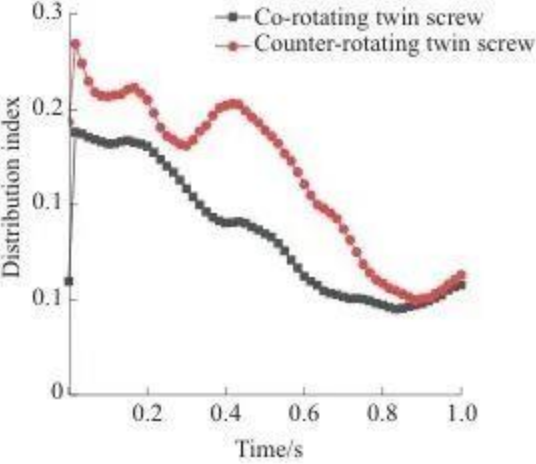
Figura 12 Índice de Distribuição
2 Escala de separação
As escalas de separação caracterizam processos de mistura distribuída. A Figura 13 mostra a curva da escala de separação. No momento inicial, as duas partículas estão em cada lado da entrada, portanto o valor da escala de separação é grande. À medida que o tempo aumenta, a escala de separação diminui sob o efeito de mistura do parafuso, a curva cai, o grau de mistura de distribuição das partículas superficiais se aprofunda gradualmente e há um fenômeno de flutuação durante o processo, que é causado pela agregação de partículas durante o processo de fluxo.
A curva da escala de separação do parafuso duplo co-rotativo está sempre abaixo da do parafuso duplo contra-rotativo, indicando que sua distribuição é mais uniforme.
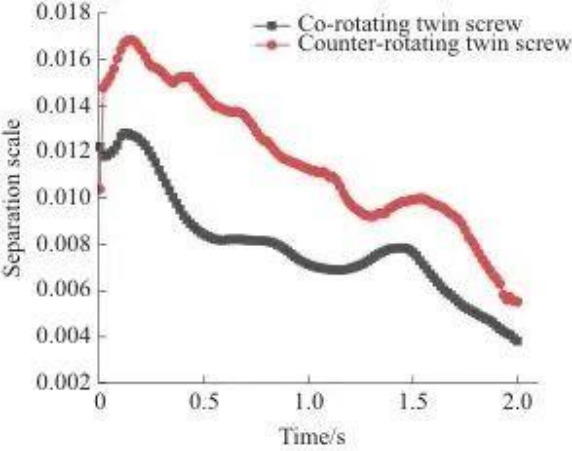
Figura 13 Escala de separação
Na extrusão de parafuso duplo co-rotativo, os dois parafusos giram na mesma direção e formam um forte efeito de cisalhamento no ponto de engrenamento, e o material é trocado várias vezes entre os parafusos, o que ajuda a obter uma mistura de distribuição uniforme.
Na extrusão de parafuso duplo contra-rotativa, a maior parte do material é retida na câmara em forma de C, com apenas uma pequena quantidade de material fluindo para fora da abertura para ser submetida a cisalhamento e estiramento. A vedação é boa, reduzindo o fluxo irregular do material no canal, e assim a uniformidade da mistura também é reduzida.
Desempenho de dispersão e mistura
O processo de dispersão e mistura é um processo no qual o tamanho das partículas continua diminuindo, e as forças de cisalhamento e tração às quais as partículas do material estão submetidas desempenham um papel significativo neste processo.
A tensão de cisalhamento máxima experimentada pela partícula traçadora indica o processo de cisalhamento que a partícula traçadora sofre durante o processo de extrusão de parafuso duplo. Quanto maior a proporção de partículas traçadoras que sofrem alto cisalhamento, melhor será o efeito de dispersão do parafuso.
A Figura 14 mostra a curva de probabilidade de tensão de cisalhamento máxima. Como pode ser visto na Figura 14, a curva correspondente ao parafuso duplo contra-rotativo está acima daquela do parafuso duplo co-rotativo.
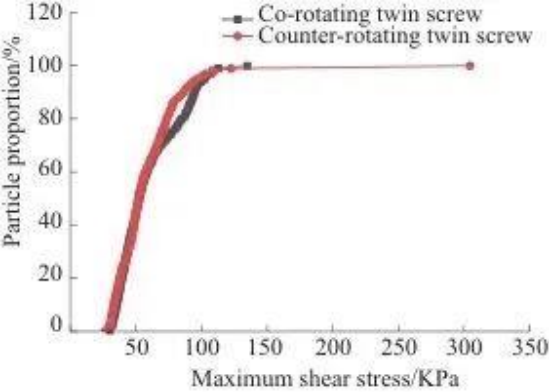
Figura 14 Probabilidade máxima de tensão de cisalhamento
A Figura 15 mostra a curva de densidade de probabilidade de tensão de cisalhamento máxima. Na Figura 15 pode-se observar que a tensão de cisalhamento máxima suportada pela partícula está concentrada no pico da saliência da curva.
As duas características da curva indicam que o parafuso duplo contra-rotativo tem uma capacidade de dispersão mais forte e pode fornecer efeitos de cisalhamento e tração mais fortes do que o parafuso duplo co-rotativo.
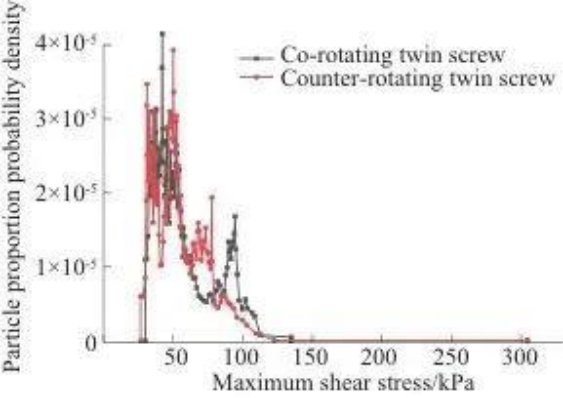
Figura 15 Densidade de probabilidade máxima de tensão de cisalhamento
Análise de Resultados Experimentais
Análise de teste de impacto de tração
As Figuras 17 e 18 mostram dados de testes de tração e impacto, respectivamente.
A resistência à tração e a deformação à ruptura das estrias do material extrudado por extrusão de parafuso duplo co-rotativo foram ligeiramente maiores do que aquelas extrudadas por extrusão de parafuso duplo contra-rotativo.
A absorção de energia de impacto e a resistência ao impacto das estrias do material extrudado pela extrusão de contra-parafuso são ligeiramente maiores do que aquelas extrudadas pela extrusão de co-parafuso.
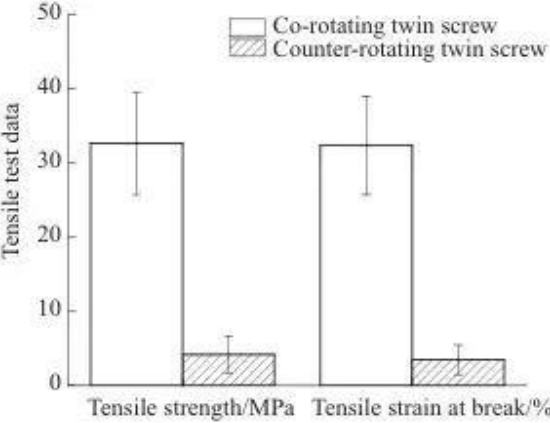
Figura 17 Dados de teste de tração
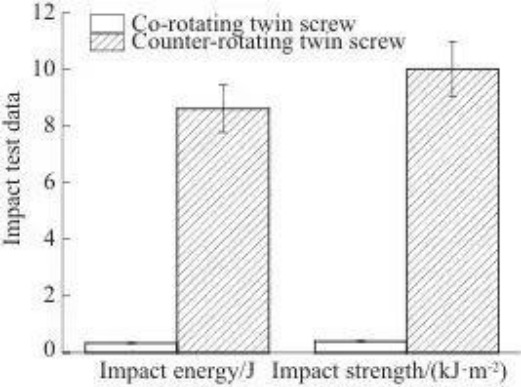
Figura 18 Dados de teste de impacto
Resultados de testes reológicos
As propriedades reológicas dos polímeros são normalmente refletidas no módulo de armazenamento (G'), módulo de perda (G') e viscosidade do compósito (η*). O módulo de armazenamento reflete a elasticidade do material, o módulo de perda reflete a viscosidade do material e a viscosidade composta reflete o peso molecular. A fluidez do polímero fundido depende da capacidade de movimento dos segmentos da cadeia molecular. A extrusão de parafuso altera a estrutura molecular do PLA, causando a quebra de suas cadeias moleculares e reduzindo sua viscosidade.
A Figura 19 mostra a curva de viscosidade composta η* com frequência angular. Pode-se observar na Figura 19 que η* diminui com o aumento da frequência angular.
Devido à diferença estrutural, o parafuso duplo contra-rotativo tem uma dispersão e capacidade de mistura mais fortes, e a cadeia molecular quebra mais completamente. Portanto, o η* do material extrudado pelo parafuso duplo contra-rotativo é menor que o do parafuso duplo co-rotativo.
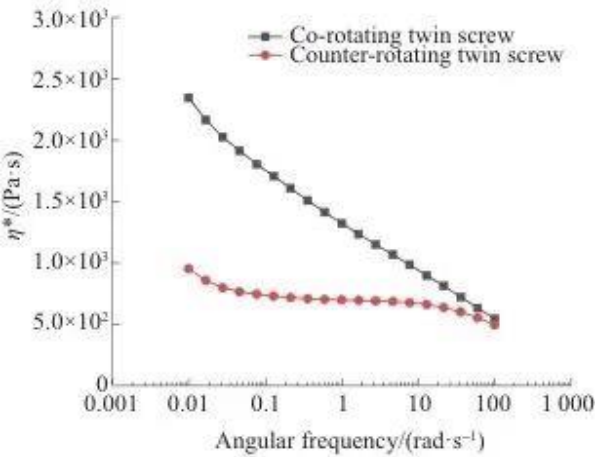
Figura 19 Curvas de η * com frequência angular
Resumo
Vantagens das extrusoras de parafuso duplo co-rotativas:
• O campo de fluxo (especialmente a pressão) é relativamente estável.
• Capacidade de mistura de distribuição extremamente forte, alta uniformidade de distribuição de material.
• O curto tempo de residência do material e a alta eficiência de transporte facilitam o processamento de materiais sensíveis ao calor e reduzem o risco de degradação térmica.
• Os produtos extrudados possuem melhores propriedades de tração.
Vantagens das extrusoras de parafuso duplo contra-rotativas:
• Maior capacidade de criação de pressão (mas cuidado com possíveis altas pressões locais).
• Cisalhamento mais intenso, dispersão e capacidade de mistura superiores. Pode fornecer um efeito de alongamento mais forte.
• Tempo de permanência mais longo e distribuição mais ampla de materiais, adequado para processos que requerem reação ou tempo de mistura suficiente.
• Produtos extrudados têm maior resistência ao impacto e menor viscosidade de fusão (quebras mais completas da cadeia molecular).
Máquina niveladora de três rolos: veredicto operacional direto Princípio de funcionamento em resumo: A nivelador de três rolos funciona passando uma chapa metálica entre três rolos offset (dois inferiores e um superior). O material sofre f...
View MoreAs indústrias que precisam de um linha de produção de painel composto a maioria é construção e revestimento arquitetônico, transporte (ferroviário, aeroespacial e veículos comerciais), salas limpas e instalações industriais, interiores comerciais e de va...
View MoreA linha de produção de painel composto é um sistema industrial integrado projetado para fabricar painéis multicamadas unindo diferentes materiais – normalmente películas metálicas sobre uma camada central – por meio de processos automatizados contínuos, ...
View MoreProcedimentos Básicos de Manuseio Matérias-primas FR (retardadoras de chama) exigir rigoroso controle de temperatura entre 15°C e 25°C , níveis de umidade abaixo de 40% UR e processamento imediato dentro de 72 horas após a abertura da embalagem sel...
View More
Clusters industriais da vila de Tanshang, Ganghua Road, cidade de Jingang, cidade de Zhangjiagang, província de Jiangsu, China

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Direitos autorais © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Todos os direitos reservados. Fabricantes de linhas de produção de painéis compostos personalizados






